RAFI Hungaria successfully uses KIS.ME to support the continuous improvement process (CIP) to create transparency in key performance indicators. Based on this data, further needs for action are identified and the effectiveness of optimization measures taken is assessed.
"By using KIS.ME in the inspection process at RAFI Hungaria, we can display central productivity data and shift-related performance comparisons nearly in real time. This enables our managers there to discuss the results of the day and night shifts in their daily shop floor meetings and, if necessary, initiate improvements in a timely manner."
- Peter Dornheim, Division Manager Product Manufacturing Process at RAFI
Transparency enhancement
0%
Setup duration
<0 Day
more decision basis
0%
THE COMPANY PORTRAIT
FOCUS FULLY ON MANUFACTURING
The 1991 in Mezőtúr founded RAFI Hungaria is one of a total of eight subsidiaries of the RAFI Group in Europe, China and the USA. The Hungarian company mainly takes over manufacturing tasks of electronic components and HMI systems developed at other locations. Supporting services such as production planning, test equipment construction and support as well as lean management are mainly provided from the RAFI headquarters in Berg, Württemberg.
The core competencies of RAFI Hungaria are:
• Electronics manufacturing, testing and packaging
• Assembly and testing of HMI systems
• Assembly and testing of standard components
RAFI Hungaria is continuously expanding and has recently added new high-performance assembly lines for electronic assemblies and a third production hall with a total floor space of 2,200 m² to its manufacturing capacities. Today, the Hungarian location has a total production area of 7760 m² and employs over 550 people, around a quarter of the RAFI Group’s total workforce.
THE CHALLENGE
DATA TRANSPARENCY TO INCREASE CAPACITY
In view of the capacity limits that have been reached, the degree of utilisation of the existing manufacturing processes should be made transparent by using reliable key figures on overall equipment effectiveness (OEE) in order to take suitable measures for increasing efficiency and optimising processes. There were two alternatives for increasing capacity: Either additional investments in plant and equipment with a corresponding lead time or increasing availability, productivity and quality with the existing equipment. While the first option is associated with fixed costs, a throughput improvement has a cost-reducing effect on the unit price. In order to leverage the optimization potential, a detailed process data collection and evaluation was first needed. The great physical distance between the Hungarian production facility and the lean management team based in Berg, including communication across language barriers, proved to be a particular challenge.
"What you can't measure, you can't manage. Transparent and understandable key production figures form the basis for monitoring, analysing and optimizing production processes."
- Simon Wetzel, Head of Lean Management at RAFI
The central tasks included the determination of valid key figures, although by no means all assembly lines are connected to an MES system, as well as the establishment of efficient store floor management based on comprehensive and uncomplicated data evaluation: After all, transparency and prompt information about disruptive factors and irregularities are decisive prerequisites for initiating targeted measures for continuous process optimization.
THE SOLUTION
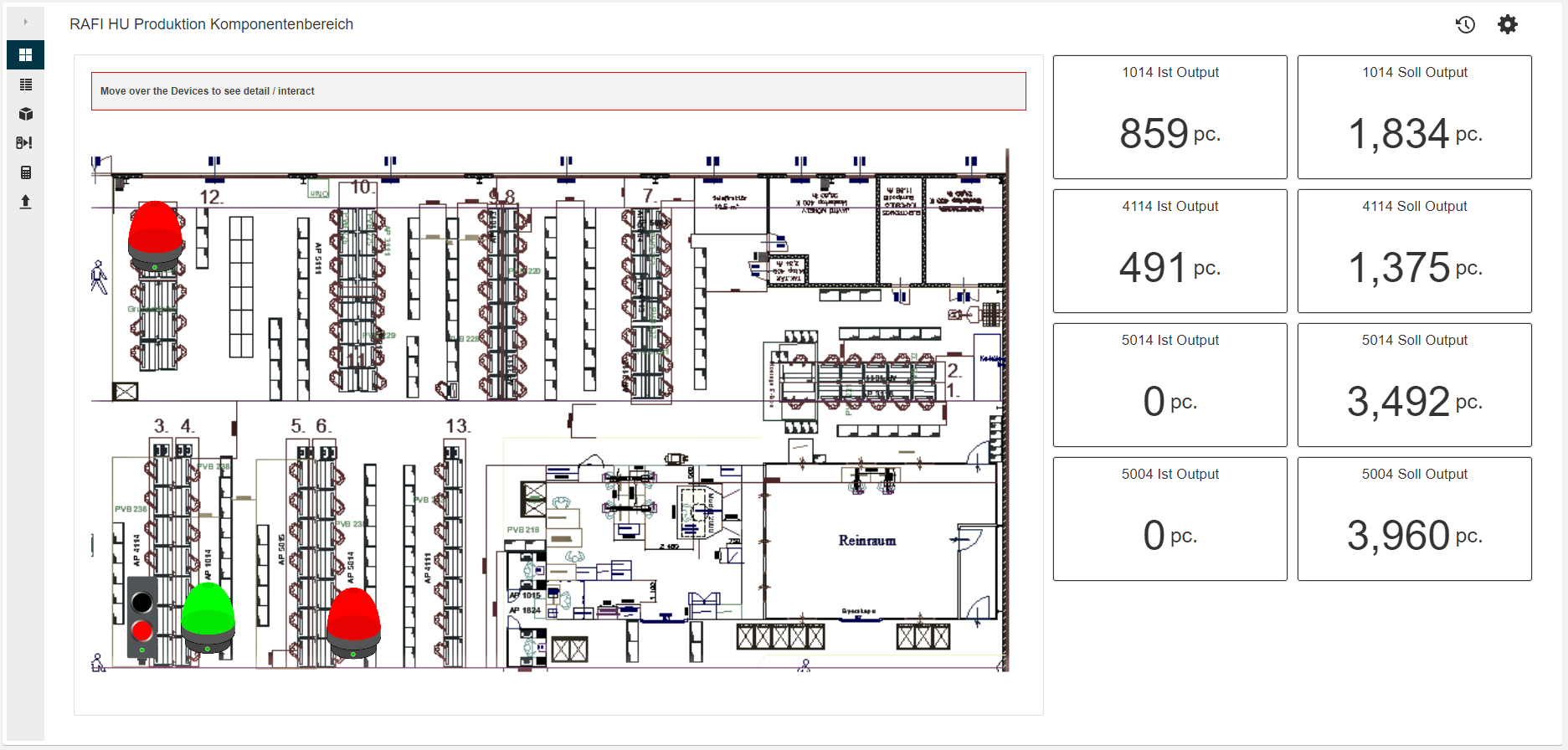
signal effect of assembly lines
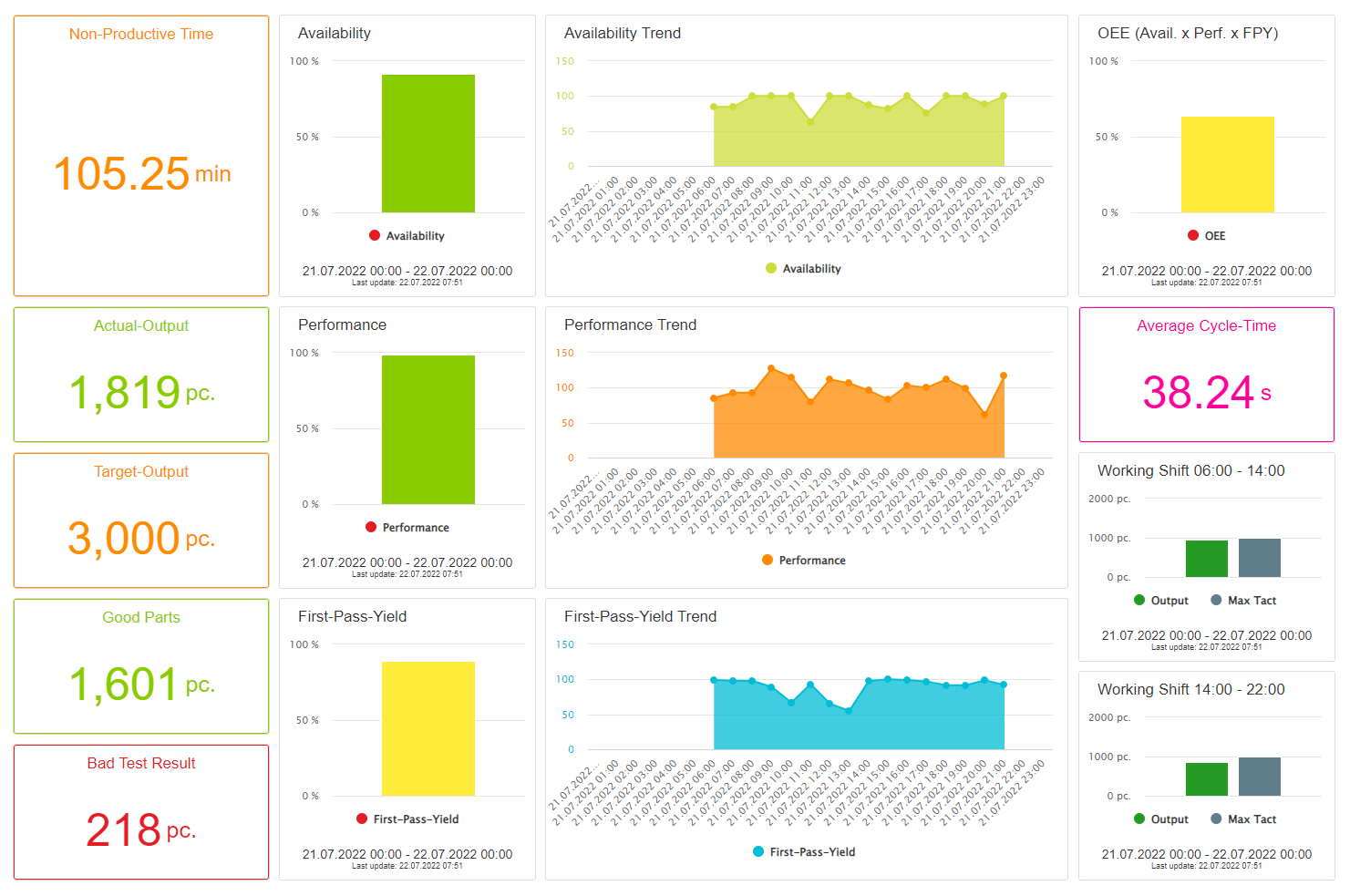
The data transparency required to implement a continuous improvement process could be realised easily and cost-effectively with KIS.ME. For this purpose, the digital outputs of the end-of-line tester of each assembly line were connected to the digital inputs of a KIS.LIGHT. With the signals for test runs and test results, the basic information is available from which the KIS.MANAGER derives further key figures including the calculation of the Overall Equipment Effectiveness (OEE). The key figures are presented graphically and concisely and can be accessed online by all those involved in the process. Negative and positive developments in terms of availability, performance and quality become immediately clear.
Availability
After one minute without a new test result, the KIS.LIGHT changes its light status from “green” to “red”, thus signalling that the workstation is inactive. As soon as a new test result is available, the signal light switches back to “green”. From these switching operations and light durations, the system determines the availability indicator, which also includes short shutdowns.
Performance
When the assembly line is active, the actual output is compared with the target number of pieces and displayed as a percentage.
First-Pass-Yield
The production quality is determined with the help of the fist-pass yield, the proportion of positive test results in the first test.
These key figures and progressions are displayed on dashboards in KIS.MANAGER, which makes them accessible worldwide and in real time as a web-based platform. Transparent data collection and evaluation with KIS.ME offers multiple benefits:
• for daily shift handover and shop floor management at RAFI Hungaria
• as a basis for optimization projects initiated by the RAFI headquarters in Berg
• to inform management about the effectiveness of the measures taken to optimize production
The CIP projects established on the basis of the achieved data transparency have significantly improved the efficiency and throughput of the production lines. For example, the OEE of the production line for the RAFIX 22 FS/FS+ control unit series was increased by 8%. Based on a typical daily output, this means an increase of approx. 200 parts, which corresponds to an increase in turnover of € 2,000 per day on this assembly line alone.
THREE ADVANTAGES IN THE SPOTLIGHT
SIMPLE, PLAUSIBLE AND COST-EFFECTIVE
TRANSPARENCY
Transparency for CIP – over 1,000 km distance
OPTIMIZATION
Intuitive operability – during setup and use
INVESTMENT
Low investment – only one KIS.LIGHT per line
OUTLOOK
NEW APPLICATION AREAS FOR OEE DETECTION
"Due to the relatively simple installation and the positive results, we will intensify our concept of determining OEE key figures with KIS.ME in Hungary and, if possible, implement it everywhere where the prerequisites for OEE in the classic form are not given."
- Peter Dornheim, Division Manager Product Manufacturing Process at RAFI
Revolutionise your processes with KIS.ME
Learn how KIS.ME can optimise your processes! For customized solutions, request a free consultation now.