Quality assurance in sensor production with KIS.ME
Since the end of 2021, ifm electronic GmbH has been using KIS.ME in the quality inspection of its sensor production at the Tettnang production site. With KIS.BOXes and KIS.LIGHTs, central monitoring of the final inspection was installed in order to be able to react immediately to production defects.
Before installing KIS.ME, we lacked a centralized final inspection in the sensor assembly area at the Tettnang plant because there was no easy-to-integrate solution for this. Thanks to the uncomplicated integration and configuration of KIS.ME, we can now centrally record test results and key performance indicators in sensor production and deploy our employees more flexibly on different machines.
- Jochen Wegele, Industrial Engineering at ifm efector
KIS.ME devices used
0
Significant increase in productivity
Day setup time
0
THE CUSTOMER PORTRAIT
IFM: Industrial automation from sensor to ERP
Company description
Since its foundation in 1969, ifm electronic GmbH has been developing, producing and selling sensors, controllers, software and systems for industrial automation worldwide. As one of the pioneers in the field of Industry 4.0, the manufacturer develops and implements holistic solutions for the digitalization of the entire value chain from the sensor to the ERP. Today, the ifm group of companies, now in its second generation of family management, is one of the global industry leaders with more than 8,100 employees. In addition to the company headquarters including sales and logistics center in Essen, ifm maintains five production sites in Germany as well as production and development companies in Poland, Romania, India, Singapore and the USA. The main development site is located in Tettnang in the Lake Constance district. The ifm portfolio includes sensors for position determination, process control, motion control and safety technology. The company also develops and manufactures products for data communication and industrial image processing, identification systems, and Industry 4.0 solutions with corresponding software and cloud products. Its customers include manufacturers from the automotive industry, the energy sector, materials handling technology, the food industry, metal processing, mechanical engineering, and the steel and metal production industries.
THE CHALLENGE
Simple integrable solution sought
In an internal workshop for process optimization at the ifm site in Tettnang, Germany, the need for central data acquisition and transmission for final inspection in sensor production was identified in 2021, so that service employees are automatically informed about product defects and can intervene promptly. The solution sought should be able to be integrated into the existing communication structures by the company’s own IT with little installation effort in order to enable digitally networked quality control and determination of key performance indicators.
By using KIS.ME, we were able to implement this project, which previously could only be realized with a great deal of installation effort, in a very straightforward manner, as the KIS.ME devices could be easily integrated into our existing WLAN for IoT applications.
Our contact person
Jochen Wegele Industrial Engineering at ifm efector
THE SOLUTION
Plug&Play connectivity with KIS.ME
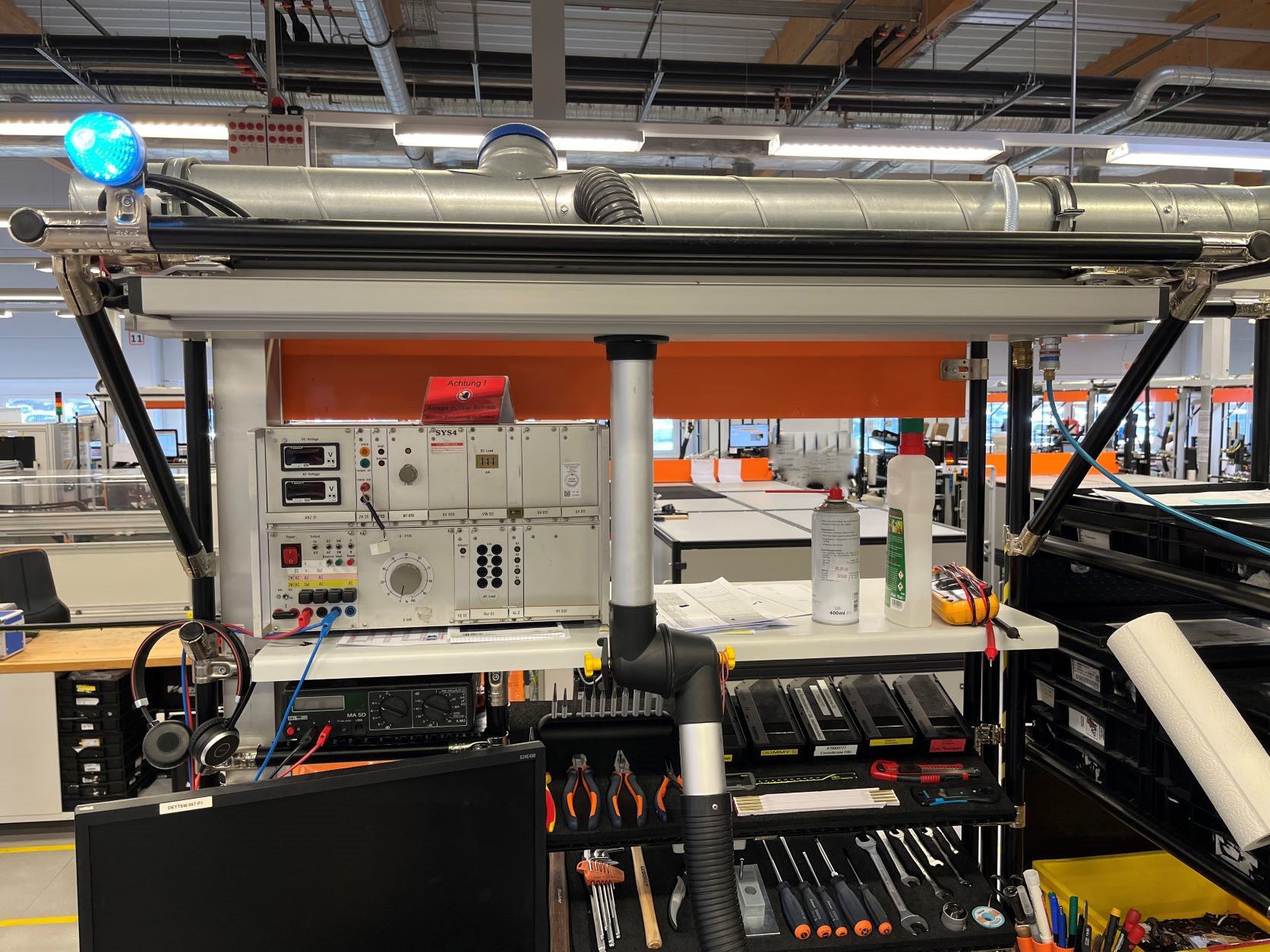
With the KIS.ME, developed for the uncomplicated digitalization of unnetworked work areas, ifm in Tettnang offered the possibility of linking test racks and workstations via plug & play using the existing WLAN infrastructure. For this purpose, nine sensor-monitored storage locations for bad parts at the central inspection rack were networked via digital inputs with four KIS.BOXes and one KIS.LIGHT, and each of the upstream assembly lines was equipped with a KIS.LIGHT. To integrate the KIS.ME devices, only the MAC addresses in ifm’s IoT network had to be released.
The effort for installation and configuration was manageable. Once set up, the system runs smoothly with no further maintenance required. The system can be moved quickly and easily and allows us to be very flexible in production.
Description of the functions of KIS.ME in the testing and reporting process:
In the 2500 m2 production hall for optical and capacitive sensors there is a central final inspection. Sensors with quality defects are placed in special boxes. When these boxes are filled, the employee places them in the appropriate place on the testing shelf. A sensor detects when the box is on the rack and triggers a signal in the form of the KIS.Light to the Technical Support of the affected area. The supplier can react as quickly as possible after checking the quality deviations and make any necessary corrections. This leads to a reduction in scrap quantities and therefore to an increase in productivity.
<SLIDE>
<SLIDE>
THREE ADVANTAGES IN THE SPOTLIGHT
Fast, simple and maintenance free
fast
Quick installation and connection
to the IoT-WLAN
Documentation
Good and simple documentation
maintenance free
Maintenance free operation
FUTURE OUTLOOK
COMPREHENSIVE EXPANSION OF USE PLANNED
For the future, ifm electronic GmbH plans to equip further production areas with KIS.ME Devices to further increase productivity. The simple assembly means that KIS.ME can be quickly connected to new production areas.
Revolutionise your processes with KIS.ME
Learn how KIS.ME can optimise your processes! For customized solutions, request a free consultation now.